NoticiasCalidad y Proceso
Cerámica mecanizable Macor es uno de los principales materiales que procesamos. Su singular mecanizabilidad la diferencia de otras cerámicas técnicas. En comparación con otros materiales, Macor nos facilita alcanzar tolerancias de alta precisión y estructuras complejas.
Aunque sabemos que Macor se puede mecanizar directamente con herramientas de carburo, en comparación con el metal, aún existen ligeras diferencias.
Por ejemplo, cuando usamos una pieza de placa de Macor y perforamos un agujero con herramientas de carburo, aún se produce un ligero astillado en el borde del agujero pasante, mientras que este fenómeno no ocurre en materiales metálicos.
En cuanto a la selección de herramientas, solemos usar una combinación de brocas de diamante y fresas de carburo.
Las herramientas de diamante se utilizan para el desbaste, mientras que las de carburo se emplean para el acabado.
Con este método, podemos mejorar significativamente la eficiencia del mecanizado y la calidad del producto, además de reducir el costo de procesamiento.

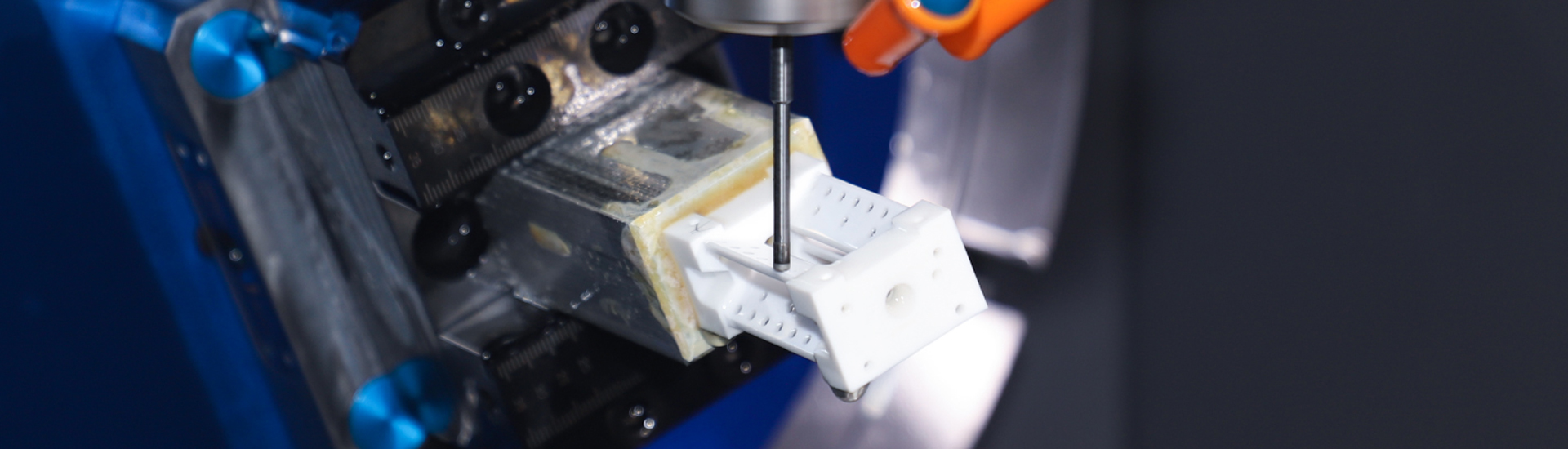
Actualmente, nuestro equipo de mecanizado incluye máquinas CNC de 3, 4 y 5 ejes.
La mayoría de las tareas de dibujo se completan con máquinas de 3 y 4 ejes. Para estructuras complejas, como formas irregulares, características angulares y piezas cerámicas de ultra alta precisión, se requiere mecanizado CNC de 5 ejes.
Normalmente ajustamos la velocidad del husillo entre 15,000–18,000 rpm y la velocidad de avance a 2000 mm/min.
Sin embargo, tenga en cuenta que estos parámetros no son fijos y deben ajustarse según la estructura de la pieza.
Generalmente elegimos refrigerante soluble en agua.
El fluido de corte a base de aceite tiende a causar adherencia de la herramienta, por lo que no es adecuado para el mecanizado.
La sujeción de trabajo es muy importante. No aplique una fuerza de sujeción excesiva, ya que este es uno de los errores más comunes que cometen los principiantes al mecanizar Macor.
Normalmente usamos un tornillo de banco, cera de parafina o adhesivo, dependiendo de la estructura del producto.
Macor se usa ampliamente, y las roscas internas y los microagujeros son aspectos importantes en la mayoría de las aplicaciones de ingeniería.
Basándonos en nuestros años de experiencia en mecanizado, concluimos que las roscas internas en Macor se controlan mejor por encima de M2 para un uso fiable y práctico.
Aunque podemos lograr roscas tan pequeñas como M1.4, debido a la resistencia del material, su practicidad es baja.
Además, para evitar astillamientos en la entrada de la rosca, normalmente añadimos un chaflán en la abertura.
Para clientes con requisitos de rugosidad superficial, ajustaremos el proceso en consecuencia.
Para Ra ≤ 0.1 μm, lo logramos utilizando muelas abrasivas con un tamaño de grano más fino.
Para requisitos superficiales más altos, utilizamos pulido para satisfacer las necesidades del cliente.
Actualmente, la mejor rugosidad superficial que podemos lograr en piezas de Macor es Ra 0.03 μm.
Para estas características estructurales:
(Cuando el espesor de la pared es tan fino, se debe tener especial cuidado durante la manipulación y el uso, ya que es muy frágil).
La causa principal es que la dureza del material es relativamente baja. Durante el procesamiento, la superficie cerámica se raya fácilmente, formando marcas finas.
Se recomienda reducir la fricción con otros objetos durante la producción y garantizar una protección de embalaje adecuada durante la manipulación y el transporte.
Actualmente, el tamaño máximo de Macor que podemos procesar es 330 × 330 × 57 mm, porque este es el tamaño máximo producido por Corning.
No, también admitimos la producción de tubos, bloques y placas de Macor. Sin embargo, nos centramos más en el mecanizado de alta precisión.
Tenemos ventajas en la creación de prototipos y la producción de lotes pequeños y medianos.



English

German

Japanese

Spanish
Room 306, Gate B, Unit 1, Block 2 South, No. 1 Yile Road, Songshan Lake, Dongguan City, Guangdong Province, China(523808)