ニュース品質と工程
Macor 加工用セラミック は、当社が加工する主要材料の一つです。その独自の加工性により、他のエンジニアリングセラミックとは一線を画します。他の材料と比較して、Macor を使用することで、高精度な公差や複雑な構造をより容易に実現できます。
Macor は超硬工具を用いて直接加工できることは承知していますが、金属と比較すると、やはり若干の違いがあります。
例えば、Macor 板に超硬工具で穴を開けると、貫通穴の縁にわずかな欠けが生じますが、金属材料ではこの現象は発生しません。
工具の選定においては、通常、ダイヤモンド砥石と超硬エンドミルを組み合わせて使用します。
ダイヤモンド工具は荒加工に、超硬工具は仕上げ加工に使用します。
この方法を用いることで、加工効率と製品品質を大幅に向上させるとともに、加工コストも削減できます。

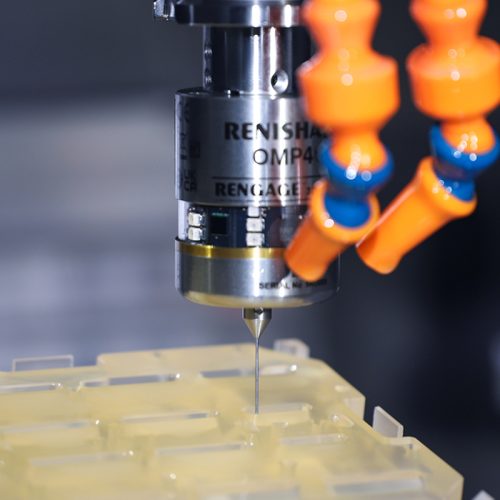
現在、当社の加工設備には3軸、4軸、5軸のCNC工作機械が含まれます。
ほとんどの図面タスクは3軸および4軸の工作機械で完了します。複雑な構造、例えば不規則な形状、角度のある特徴、超高精度のセラミック部品には、5軸CNC加工が必要です。
通常、主軸回転数は15,000~18,000 rpm、送り速度は2000 mm/minに設定します。
ただし、これらのパラメータは固定ではなく、部品の構造に応じて調整する必要があります。
通常は水溶性クーラントを選択します。
油性切削油は工具の目詰まりを引き起こしやすく、加工には適していません。
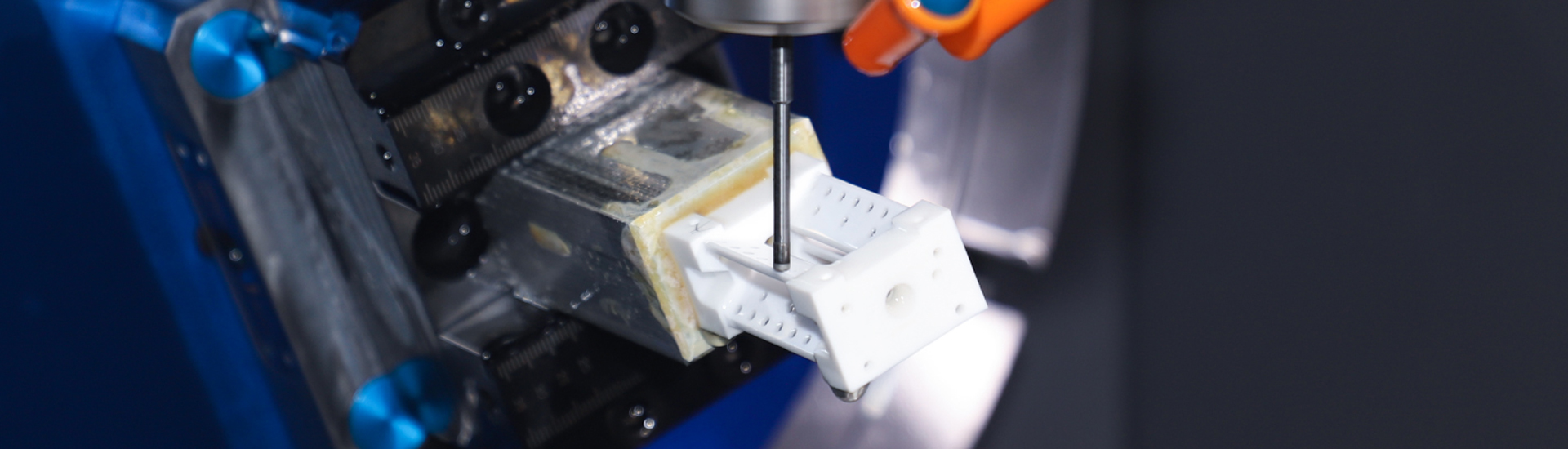
ワーク保持は非常に重要です。過度なクランプ力をかけないでください。これは初心者が Macor を加工する際に最もよくある間違いの一つです。
通常、製品の構造に応じて、万力、パラフィンワックス、または接着剤を使用します。
マコールは広く使用されており、ほとんどのエンジニアリング用途では雌ねじやマイクロ穴が課題となります。
長年の加工経験に基づき、マコールの雌ねじは信頼性と実用性を考慮すると、M2以上で管理するのが最適であると結論付けています。
M1.4までの小さなねじも加工可能ですが、材料強度のため実用性は低くなります。
また、ねじ入口の欠けを防ぐため、通常は開口部に面取りを追加します。
表面粗さにご要件があるお客様には、それに応じて工程を調整いたします。
Ra ≤ 0.1 μm の場合、より細かい粒度の砥石を使用して実現します。
より高い表面要件には、研磨加工によりお客様のニーズにお応えします。
現在、マコール部品で達成可能な最良の表面粗さは Ra 0.03 μm です。
これらの構造的特徴について:
(肉厚がこの程度に薄い場合、非常に壊れやすいため、取り扱いおよび使用時には細心の注意が必要です。)
根本的な原因は、材料硬度が比較的低いことです。加工中にセラミック表面が傷つきやすく、微細な跡が形成されます。
製造中は他の物体との摩擦を減らし、取り扱いや輸送時には適切な梱包保護を確保することをお勧めします。
現在、加工可能な最大マコールサイズは 330 × 330 × 57 mm です。これはコーニング社が製造する最大サイズだからです。
いいえ、マコールのチューブ、ブロック、プレートの製造もサポートしています。ただし、高精度加工に重点を置いています。
試作や小中ロット生産において強みを発揮します。

英語

ドイツ語

日本語

スペイン語
中国広東省東莞市松山湖怡楽路1号南ブロック2第1ユニットBゲート306室(523808)