NewsQuality & Process
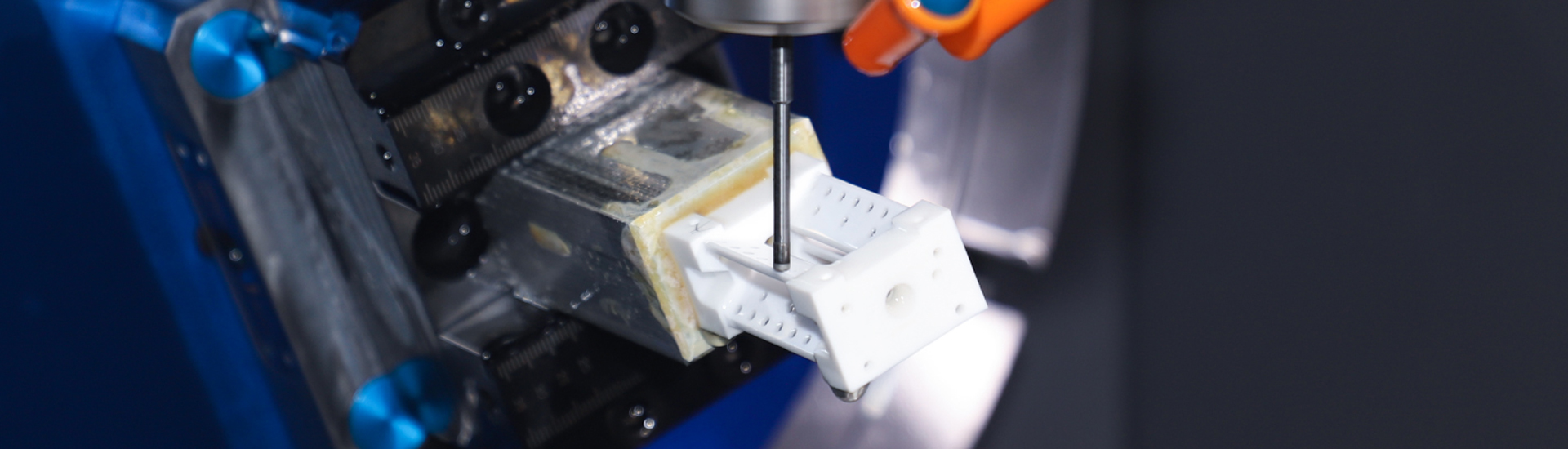
Macor machinable ceramic is one of the main materials we process. Its unique machinability makes it different from other engineering ceramics. Compared with other materials, Macor makes it easier for us to achieve high-precision tolerances and complex structures.
Although we know that Macor can be machined directly using carbide tools, compared with metal, there are still slight differences.
For example, when we use a piece of Macor plate and drill a hole with carbide tools, there will still be slight chipping at the edge of the through hole, while this phenomenon does not occur in metal materials.
In terms of tool selection, we usually use a combination of diamond grinding bits and carbide milling cutters.
Diamond tools are used for rough machining, while carbide tools are used for finishing.
By using this method, we can significantly improve machining efficiency and product quality, while also reducing processing cost.

At present, our machining equipment includes 3-axis, 4-axis, and 5-axis CNC machines.
Most drawing tasks are completed using 3-axis and 4-axis machines. For complex structures, such as irregular shapes, angled features, and ultra-high precision ceramic parts, 5-axis CNC machining is required.
We usually set the spindle speed between 15,000–18,000 rpm, and the feed rate at 2000 mm/min.
However, please note that these parameters are not fixed and should be adjusted according to the part structure.
We usually choose water-soluble coolant.
Oil-based cutting fluid tends to cause tool sticking, which is not suitable for machining.
Workholding is very important. Do not apply excessive clamping force, as this is one of the most common mistakes made by beginners when machining Macor.
We usually use a vise, paraffin wax, or adhesive, depending on the product structure.
Macor is widely used, and internal threads and micro-holes are concerns in most engineering applications.
Based on our years of machining experience, we conclude that internal threads in Macor are best controlled above M2 for reliable and practical use.
Although we can achieve threads as small as M1.4, due to the material strength, their practicality is low.
In addition, to prevent chipping at the thread entrance, we usually add a chamfer at the opening.
For customers with surface roughness requirements, we will adjust the process accordingly.
For Ra ≤ 0.1 μm, we achieve it by using grinding wheels with finer grit size.
For higher surface requirements, we use polishing to meet customer needs.
At present, the best surface roughness we can achieve on Macor parts is Ra 0.03 μm.
For these structural features:
(When the wall thickness is this thin, extra care must be taken during handling and use, as it is very fragile.)his thin, extra care must be taken during handling and transportation, as the parts are extremely fragile.)
The root cause is that the material hardness is relatively low. During processing, the ceramic surface is easily scratched, forming fine marks.
It is recommended to reduce friction with other objects during production and ensure proper packaging protection during handling and transportation.
At present, the largest Macor size we can process is 330 × 330 × 57 mm, because this is the maximum size produced by Corning.
No, we also support the production of Macor tubes, blocks, and plates. However, we focus more on high-precision machining.
We have advantages in prototyping and small-to-medium batch production.


English

German

Japanese

Spanish
Industrial Zone,
City, Country