NachrichtenQualität und Prozess
Macor maschinell bearbeitbare Keramik ist eines der Hauptmaterialien, die wir verarbeiten. Ihre einzigartige Bearbeitbarkeit unterscheidet sie von anderen technischen Keramiken. Im Vergleich zu anderen Materialien ermöglicht uns Macor leichter, hochpräzise Toleranzen und komplexe Strukturen zu erreichen.
Obwohl wir wissen, dass Macor direkt mit Hartmetallwerkzeugen bearbeitet werden kann, gibt es im Vergleich zu Metall dennoch leichte Unterschiede.
Zum Beispiel: Wenn wir ein Stück Macor-Platte verwenden und mit Hartmetallwerkzeugen ein Loch bohren, kommt es immer noch zu leichten Ausbrüchen an der Kante des Durchgangslochs, während dieses Phänomen bei Metallmaterialien nicht auftritt.
Bei der Werkzeugauswahl verwenden wir in der Regel eine Kombination aus Diamantschleifbits und Hartmetallfräsern.
Diamantwerkzeuge werden für die Schruppbearbeitung verwendet, während Hartmetallwerkzeuge für die Schlichtbearbeitung eingesetzt werden.
Durch diese Methode können wir die Bearbeitungseffizienz und Produktqualität erheblich verbessern und gleichzeitig die Bearbeitungskosten senken.

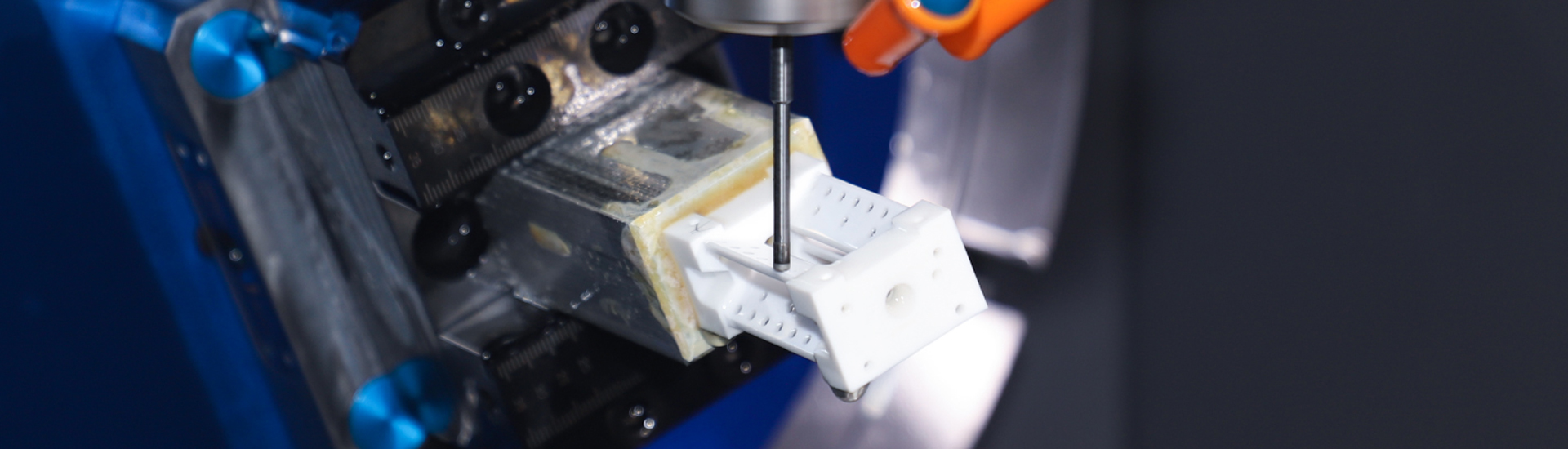
Derzeit umfassen unsere Bearbeitungsanlagen 3-Achs-, 4-Achs- und 5-Achs-CNC-Maschinen.
Die meisten Zeichnungsaufgaben werden mit 3-Achs- und 4-Achs-Maschinen erledigt. Für komplexe Strukturen wie unregelmäßige Formen, abgewinkelte Merkmale und ultrahochpräzise Keramikteile ist eine 5-Achs-CNC-Bearbeitung erforderlich.
Wir stellen die Spindeldrehzahl normalerweise zwischen 15.000 und 18.000 U/min und den Vorschub auf 2000 mm/min ein.
Bitte beachten Sie jedoch, dass diese Parameter nicht festgelegt sind und je nach Bauteilstruktur angepasst werden sollten.
Wir wählen in der Regel wasserlösliches Kühlmittel.
Ölbasierte Schneidflüssigkeit neigt dazu, Werkzeugkleben zu verursachen und ist für die Bearbeitung nicht geeignet.
Die Werkstückspannung ist sehr wichtig. Üben Sie keine übermäßige Spannkraft aus, da dies einer der häufigsten Fehler ist, den Anfänger bei der Bearbeitung von Macor machen.
Normalerweise verwenden wir einen Schraubstock, Paraffinwachs oder Klebstoff, je nach Produktstruktur.
Macor wird häufig verwendet, und Innengewinde sowie Mikrolöcher sind in den meisten technischen Anwendungen von Bedeutung.
Basierend auf unserer langjährigen Bearbeitungserfahrung empfehlen wir, Innengewinde in Macor für eine zuverlässige und praktische Nutzung oberhalb von M2 zu steuern.
Obwohl wir Gewinde bis zu M1,4 herstellen können, ist deren Praktikabilität aufgrund der Materialfestigkeit gering.
Um Ausbrüche am Gewindeeingang zu vermeiden, fügen wir in der Regel eine Fase an der Öffnung hinzu.
Für Kunden mit Anforderungen an die Oberflächenrauheit passen wir den Prozess entsprechend an.
Für Ra ≤ 0,1 μm erreichen wir dies durch die Verwendung von Schleifscheiben mit feinerer Körnung.
Für höhere Oberflächenanforderungen verwenden wir Polieren, um die Kundenbedürfnisse zu erfüllen.
Derzeit beträgt die beste erreichbare Oberflächenrauheit an Macor-Teilen Ra 0,03 μm.
Für diese strukturellen Merkmale:
(Bei so geringer Wandstärke ist bei Handhabung und Gebrauch besondere Vorsicht geboten, da die Teile sehr zerbrechlich sind.)
Die Ursache liegt in der relativ geringen Materialhärte. Während der Bearbeitung wird die Keramikoberfläche leicht zerkratzt, was feine Spuren hinterlässt.
Es wird empfohlen, die Reibung mit anderen Gegenständen während der Produktion zu reduzieren und bei Handhabung und Transport eine angemessene Verpackungssicherung zu gewährleisten.
Derzeit beträgt die größte von uns bearbeitbare Macor-Größe 330 × 330 × 57 mm, da dies die maximale von Corning hergestellte Größe ist.
Nein, wir unterstützen auch die Herstellung von Macor-Rohren, -Blöcken und -Platten. Unser Fokus liegt jedoch stärker auf der hochpräzisen Bearbeitung.
Wir sind im Bereich Prototyping und Kleinserien- bis Mittelserienfertigung stark.



Englisch

Deutsch

Japanisch

Spanisch
Raum 306, Tor B, Einheit 1, Block 2 Süd, Nr. 1 Yile Road, Songshan Lake, Stadt Dongguan, Provinz Guangdong, China(523808)