
NewsKnowledges
Once we receive the customer’s drawing, our engineering team first conducts a detailed analysis, including:
This analysis allows us to develop the most suitable machining process route before production begins.
Based on the drawing dimensions, we select ceramic blanks with appropriate machining allowances.
Ceramics are hard and brittle materials, and machining directly from a raw blank to the final dimensions carries a high risk of cracking or breakage. Therefore, a step-by-step machining process is used to reduce damage risk and improve yield.
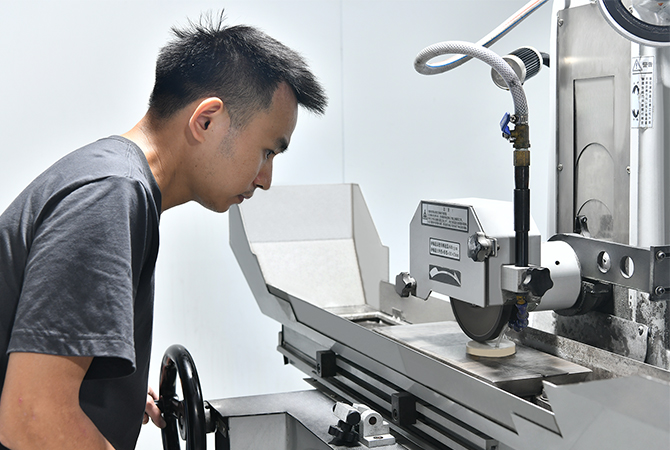
The first machining step typically involves surface grinding of the ceramic blank.
This process is used to:
This step forms the foundation for the dimensional accuracy of the entire ceramic machining process.
After surface grinding, the ceramic parts are transferred to the CNC machining workshop.
Typical operations include:
For high-precision ceramic components, 3-axis, 4-axis, or even 5-axis CNC machines are typically used. Combined with ceramic-specific cutting tools and optimized cutting parameters, this approach helps achieve high precision while minimizing edge chipping and micro-cracking.
This machining route is suitable for most complex or irregular ceramic components.

For cylindrical, sleeve-type, or shaft-type ceramic components, grinding is typically the primary machining method, rather than CNC milling.
This process is commonly used for high-volume production of ceramic rods and shaft components.
Often used for high-precision shafts and cylindrical structural parts.
Suitable for ceramic sleeves and precision internal bore components.
Widely used in structural ceramic parts and ceramic substrates.
Polishing is typically performed after the ceramic component has completed its main machining operations. It is mainly applied to functional areas specified in the drawing to improve optical performance, sealing performance, or contact characteristics.
Depending on the geometry and functional requirements, ceramic polishing is generally divided into flat polishing and curved surface polishing.
Flat polishing is mainly applied to ceramic components with functional planar surfaces, such as:
Curved surface polishing is used for ceramic parts with complex geometries, including:
Compared with flat polishing, curved surface polishing requires more precise process control.
Selecting the appropriate polishing process helps ensure that ceramic components meet the required precision, reliability, and stability for different applications.
In addition to core ceramic machining processes, we also provide a range of value-added services to meet specific application requirements.
These services are performed after final machining to ensure dimensional accuracy and product reliability.
Available services include:


English

German

Japanese

Spanish
Industrial Zone,
City, Country